产线卡扣音检测试
本系统主要通过检测生产产线上的声音来判断工人在装配油泵时是否正确的把卡扣扣上。
测试方案
1、打开软件、软件等待工人按钮按下的信号;
2、清除发给PLC的良品和不良品信号;
3、采集信号并判断在超时时间内是否有卡扣声;
4、如果有,发送良品信号给PLC并保持,如果没有,发送不良品信号给PLC并保持;
5、重复2~5步骤。

硬件配置
本系统硬件由便携式工控计算机、数据采集卡NI PCI-6232、PCI-6232接线盒、传声器、IEPE电源等附件组成。
测试软件
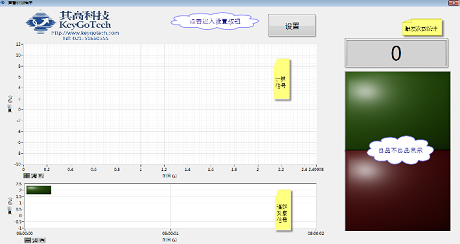
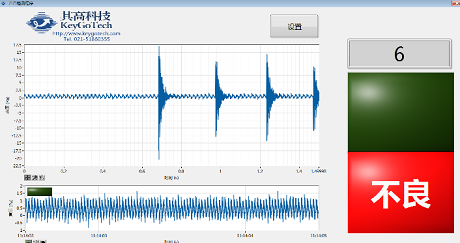
软件启动后主界面如下图所示,为了产线上方便操作和调试,软件只有一个设置按钮,其他都为显示控件。点击界面上方的“设置”按钮会进入设置界面,界面可对上文提到的配置文件进行配置。下方两个波形文件分别显示当工人按下触发按钮后,实时的计算信号和连续采集信号。右侧上方的数值控件实时显示触发的次数统计,程序重启后统计清零。当是良品时右侧下方的绿灯会亮起并显示良品。当是不良品时右侧下方的红灯亮起并显示不良品。
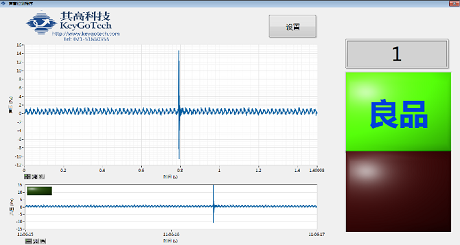
当有卡扣声时,程序会马上停止采集并发送良品信号给PLC并保持:
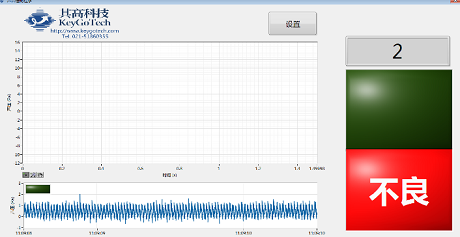
如果在规定时间内没有检测到卡扣声,程序会停止采集并发送不良品信号给PLC并保持:
程序能够准确分辨拍手声和卡扣声:
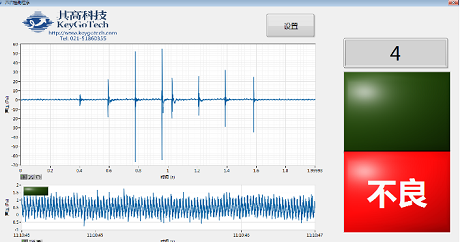
程序能够准确分辨锤击声和卡扣声:
只要声音和卡扣声有较大不同,程序都可以分辨出来。这里以拍手声和锤击声为例是因为这两个声音和卡扣声相对比较接近,也和产线噪音关联较大。另外人的说话声,音乐声,跺脚声,敲桌子声音都经过验证。


Copyright 2019上海其高电子科技有限公司.All right reserved.
沪ICP备10043233号-1
沪ICP备10043233号-1
